Indukta rektiga ferdeko kaj fakmuraj hejtaj solvoj
Indukta rektiga ferdeko kaj fakmuro hejtantaj solvoj fojojn ĝis 80% kompare kun alternativaj metodoj. Indukta rektigado pli bone konservas metalurgiajn ecojn. Ĝi ankaŭ estas la plej sekura, plej sana, plej ekologia amika rektiga metodo havebla.

La tradicia metodo uzata por ĉi tiu apliko estas flamrektigado. Por tio, lerta funkciigisto dediĉas provizi varmon en specifaj areoj, laŭ varmiga ŝablono, kiu determinas la redukton de distordo en la metala strukturo.
Nuntempe ĉi tiu rektiga procezo havas altajn kostojn, ĉar ĝi postulas grandan kvanton de sperta laboro, altajn laborejajn danĝerojn, poluadon de laborejo kaj altan energian konsumon.
Dum la veldado de platoj al fiksaj strukturoj, kaŭriĝas streĉa streĉo. Por forigi ĉi tiun misprezenton, oni uzas diversajn tradiciajn ferdekajn kaj fakajn rektigajn teknikojn: veldado de bidoj en nevideblaj lokoj, tranĉado kaj re-veldado de platoj, kaj streĉa trankviligo per flama hejtado. Ĉi tiuj teknikoj multe konsumas, multekostas kaj ne donas aldonan valoron. Plibonigi la efikecon de ĉi tiu procezo estas gravega.
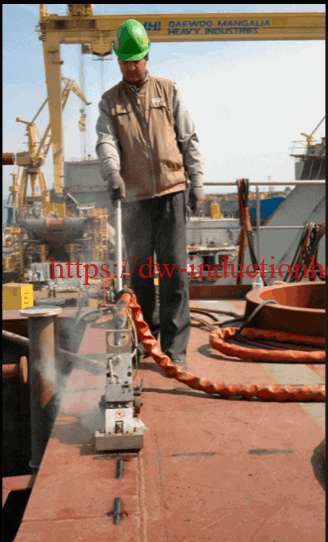
La HLQ-Indukta Rekta Solvo provizas simplan, flekseblan, malmulte prizorgatan alternativon al tradiciaj ferdekaj kaj mamparaj rektigaj teknikoj. La rapida, pura indukta hejtadsistemo rapide generas varmon kun precizeco por mildigi la streĉon kaj rektigi la platon.
Indukta portebla hejtado
La HLQ-indukta rektiga hejta Sistemo troviĝas en ĉiu-en-unu portebla ujo. La ujo estas metita ĉe apoga trabo; okulrigliloj estas provizitaj por facila movado.
Horizontala aŭ Vertikala Orientiĝo
Kun nur ilŝanĝo, la ekipaĵo povas esti uzata en horizontala aŭ vertikala pozicio. La sistemo povas esti metita sur ambaŭ platajn kaj klinitajn surfacojn.
Malalta Bontenado
La HLQ indukta rektiga hejtadsistemo estas desegnita por maraj medioj kaj plenumas ambaŭ postulojn IP55 kaj AISI1316. La kabineto estas el rustorezista ŝtalo kaj la indukta procezo ne bezonas malhaveblajn materialojn.

Facila Operacii
Sistemfunkciigistoj povas regi la tri bazajn paŝojn per nur kelkaj horoj da trejnado.
- Programa elekto surbaze de telero dikeco. La sistemo pritraktas ŝtalajn platojn kun dikeco de 4 ĝis 20mm, kaj aluminiajn platojn kun dikeco de 3 ĝis 6 mm.
- Poziciigu la induktilon sur la hejtilo, en horizontala aŭ vertikala orientiĝo, ĉe la dezirata loko
- Premu la komencan butonon komenci la programon. La altnivela indukta teknologio generas la bezonatan varman kvanton rapide, sen superi la Curie-temperaturon.
 Kio estas indukta rektigado?
Kio estas indukta rektigado?

Indukta rektigado uzas volvaĵon por generi lokalizitan varmon en antaŭdifinitaj hejtaj zonoj. Dum ĉi tiuj zonoj malvarmiĝas, ili kuntiriĝas, "tirante" la metalon en pli platan staton.
Kie ĝi estas uzata?
Indukado hejtado estas vaste uzata por rektigi ŝipajn ferdekojn kaj fakmurojn. En la konstrua industrio ĝi rektigas trabojn. Indukta rektigado estas pli kaj pli uzata en la fabrikado kaj riparado de lokomotivoj, rulvaro kaj pezaj varoveturiloj.

Indukto rektigante hejtajn avantaĝojn
La anstataŭigo de flamrektigado per la indukta metodo havas jenajn avantaĝojn:
- Signifa redukto de tempo en la rektiga operacio
- Ripetebleco kaj hejtkvalito
- Plibonigita kvalito de labormedio (sen danĝeraj fumoj)
- Plibonigita sekureco por laboristoj
- Ŝparado de energio kaj laboro
Rilataj industrioj estas ŝipkonstruado, fervojaj kaj ŝtalaj konstruaĵoj inter aliaj.
