
Indukta Ŝtala Drato-Hardado
Priskribo
Apliko pri Indukta Ŝtala Drato
Kio estas indukado?
Indukta moderigo estas varmiga procezo, kiu optimumigas mekanikajn ecojn kiel ekzemple forteco kaj muldebleco en laborpecoj jam harditaj.
Indukta Ŝtala Drato-Hardado
Ni certigas altkvalitan, rapidan turniĝon, bonegan klientan servon kaj konkurencivan prezon.
HLQ estas gvidanto en la indukta varma trakta industrio provizanta diversajn varmajn traktadajn servojn, inkluzive de indukta hardado, en Ĉinio. Indukta moderigo estas varma traktado-procezo kutime farita post kiam la indukta malmoliga procezo finiĝis. Ĝi estas farita ĉe pli malalta temperaturo ol la indukta hardadprocezo por atingi deziratan malmolecintervalon aŭ por aldoni fortecon al la parto per kreskanta muldebleco. Indukta hardado de ŝtalo tipe estas farita per malaltfrekvencoj por produkti rezultojn en sekundoj similaj al fornaj moderigaj aplikoj, kiuj kutime daŭras horojn.
celo:
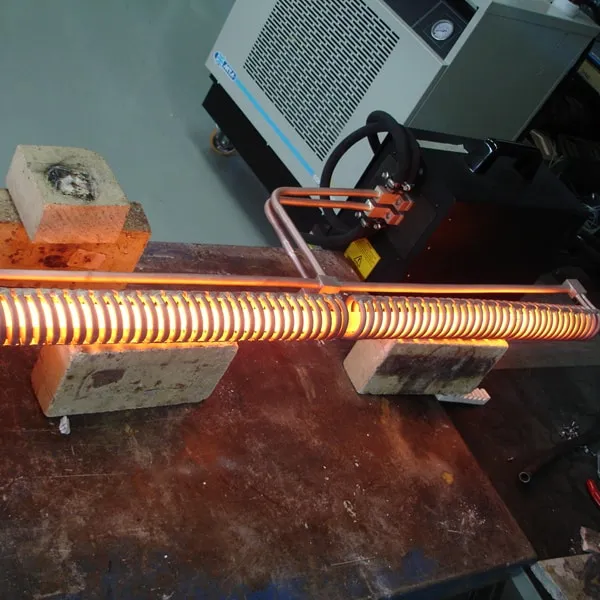
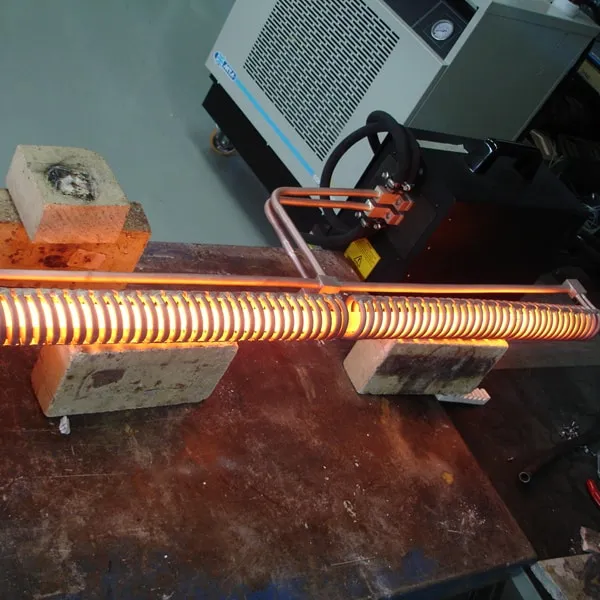
Indukta hejtado aplikeblas al kontinua moderiga procezo, en kiu drataj stokoj manĝas tra indukta bobeno ĉe produktaj rapidoj.
materialo: Ŝtala drato de 3mm ĝis 12mm de diametro
Temperaturo: 1922 ºF (1050 ºC)
ofteco: 90 kHz
Indukta Hejtiga Ekipaĵo: DW-UHF-60 kW, 100 kHz indukta hejtado, ekipita per fora laborkapo enhavanta ok 1.0 μF-kondensilojn por entute 2 μF
- Tri indukciaj hejtvolvaĵoj projektitaj kaj disvolvitaj specife por ĉi tiu aplikaĵo por kovri la gamon de drato
diametroj.
 Indukta Moderiga Procezo:
Indukta Moderiga Procezo:

Dratakcio estas manĝita tra kvardek-turna helikforma volvaĵo kun rapideco de 6 metroj / minuto, atingante la deziratan temperaturon por realigi la moderigan procezon. Simila 20-turna helikforma bobeno estas uzata por la plej granda drata diametro
Rakonta Procezo:
postulis prizorgadon de 6 akciaj furaĝlinioj en gasfajritan fornon kun seniluziiga varmotransigo en dratojn de pli malgrandaj diametroj. Indukto postulas 50% malpli da energio kaj reduktas la linion de produktado kiel 90%
Rezultoj / Utiloj Indukado hejtado provizas:
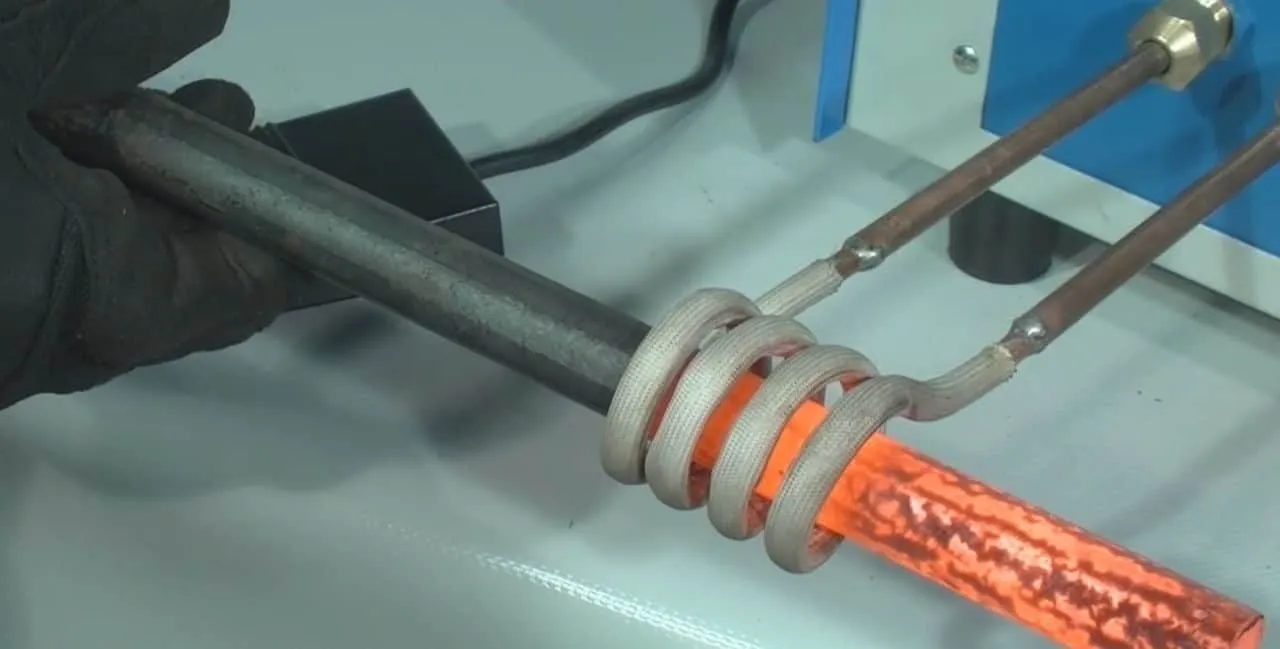
- varmigu rekte en la draton, ŝparante energion kaj tempon
- facila integriĝo en ĉenstablon, plibonigante rendimenton
- preciza regado de varmo
- eĉ distribuado de varmo ene de la drato
Kie estas uzita?
Indukta hardado estas vaste uzata en la aŭtindustrio por moderigi surfacajn harditajn erojn kiel ŝaftoj, stangoj kaj artikoj. La procezo ankaŭ estas uzata en la tubo kaj pipindustrio por moderigi tra-harditajn laborpecojn. Indukta moderigo estas iam farata en la malmoliga stacio, alifoje en unu aŭ pluraj apartaj temperostacioj.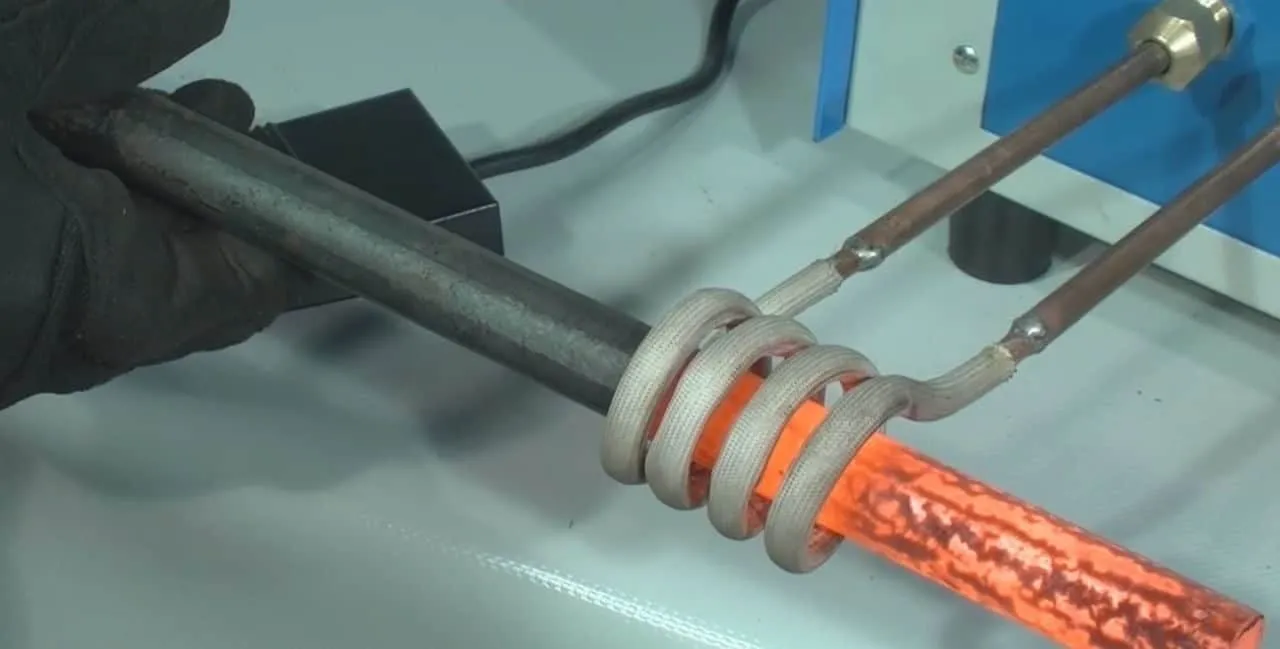
Kial uzi induktan temperadon?
Nia indukta moderiga procezo generas rezultojn rapide. Hardado de harditaj ŝtaloj estas funkcio de kaj tempo kaj temperaturo. Indukta moderigo uzas pli mallongajn hejtajn tempojn (kutime nur sekundojn) kaj pli altan temperaturon por produkti rezultojn ekvivalentajn al fornaj moderigaj traktadoj, kiuj ofte postulas horojn. Indukta moderigo povas esti farita sur ĉiuj harditaj komponentoj. La rezulto estas ero kun pliigita forteco, muldebleco kaj efika forto.
Kiuj estas la avantaĝoj?
La ĉefa avantaĝo de indukado tempera estas rapideco. Indukto povas moderigi laborpecojn en minutoj, foje eĉ sekundoj. Fornega temperado kutime daŭras horojn. Kaj, ĉar indukta temperado estas perfekta por enliniiga integriĝo, ĝi minimumigas la nombron de eroj en la procezo. Indukta hardado faciligas kvalitan kontrolon de unuopaj laborpecoj. Integritaj induktaj temperostacioj ankaŭ ŝparas valoran etaĝan spacon.