
Indukto Forgesanta #? Talo Strip
Priskribo
Indukto Forgesanta #? Talo Strion Kun Indukta Varma Sistemo
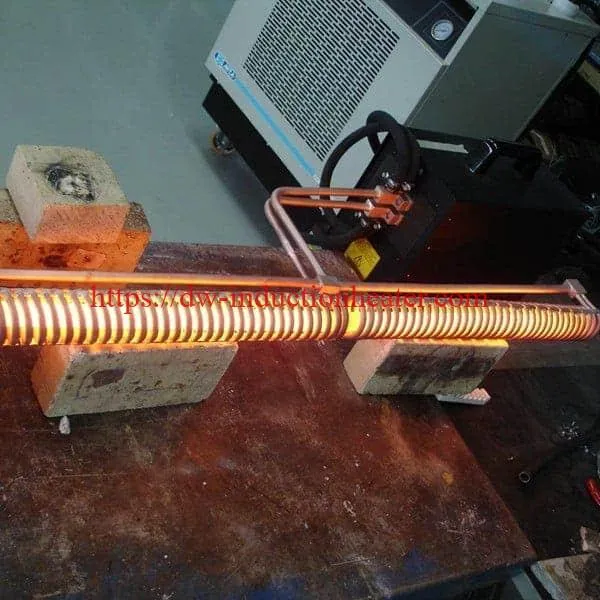
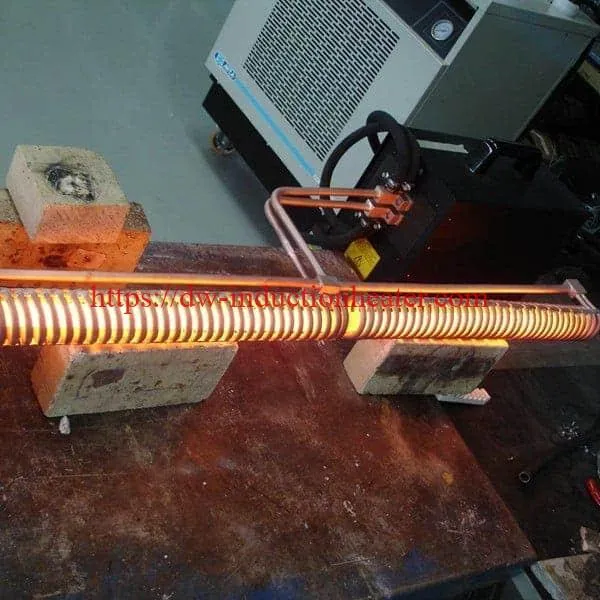
Objektivo Varmigi strion de 1025 ŝtalo ĝis 1800 ºF antaŭ forĝa procezo por la produktado de ĉevalaj ŝuoj. Aktuale, malplenaĵoj estas tranĉitaj kaj varmigitaj en gasforno kaj tiam forĝitaj en la gazetaro. Kun indukta bobeno en la loko, la ŝtalo estus nutrata senĉese de rulo tra la indukta bobeno kaj en la forĝantan gazetaron. Por plenumi la pliigitan produktadon, hejtado de la ŝtala sekcio de 13 ″ devas okazi ene de 10 sekundoj.
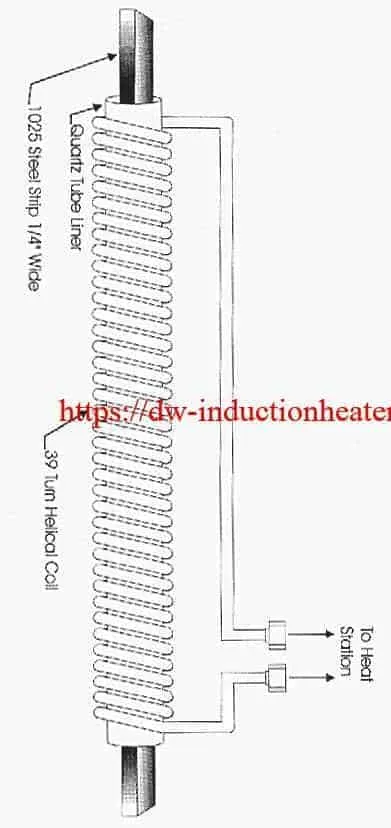
Materialo 1025 Ŝtala strio proksimume 3/4 "larĝa kaj 1/4" dika.
Temperaturo 1800 ºF
Ofteco 50kHz
Ekipaĵo DW-HF-60kW eligas solidsubstancan induktan elektroprovizon inkluzive de hejtinstacio kun totala kapacitanco de 0.5 μF.
Procezo Oni konstatis, ke la elektrofonto de indukto de solida stato Ameritherm 40 kW produktis efike la sekvajn rezultojn: Rezultoj • 1800 ° F estis atingita en 10 sekundoj.
• La produkta rapideco de 1 parto ĉiu 5-10 sekundoj estis plenumita.
• La supraj rezultoj estis atingitaj per la uzo de 39-turna helika stila labora bobeno mezuranta 1 1/2 "ID kaj 11 1/2" OAL.