





Indukta Forĝado Fino de Trinkejo kaj Vergo por Kupro kaj Fera Ŝtalo
Priskribo
Indukta Forĝado Fino de Trinkejo kaj Vergo por Kupro, Aluminio kaj Fera Ŝtalo
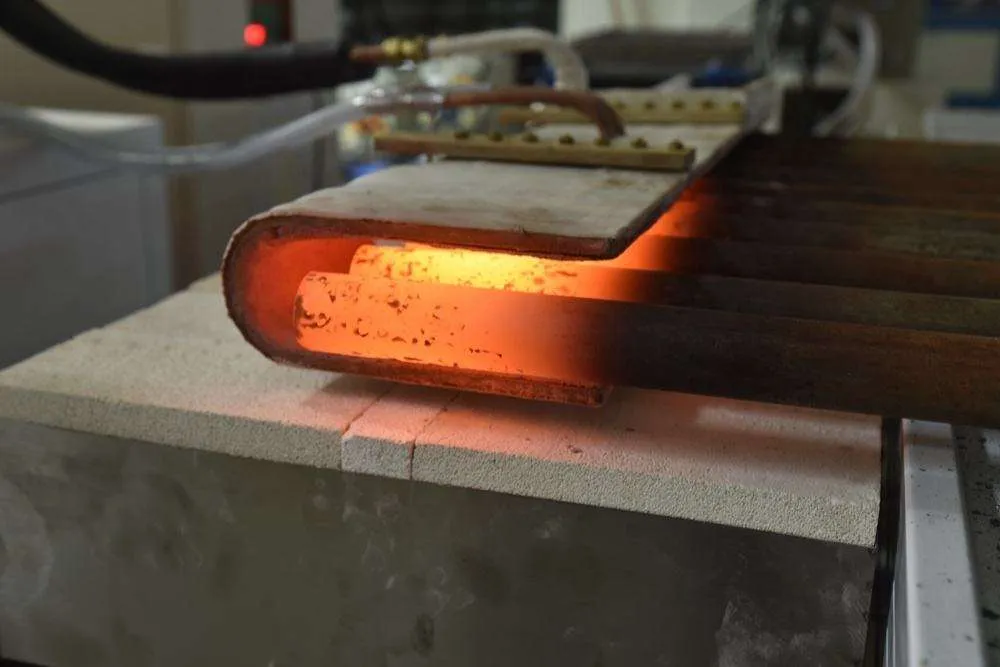
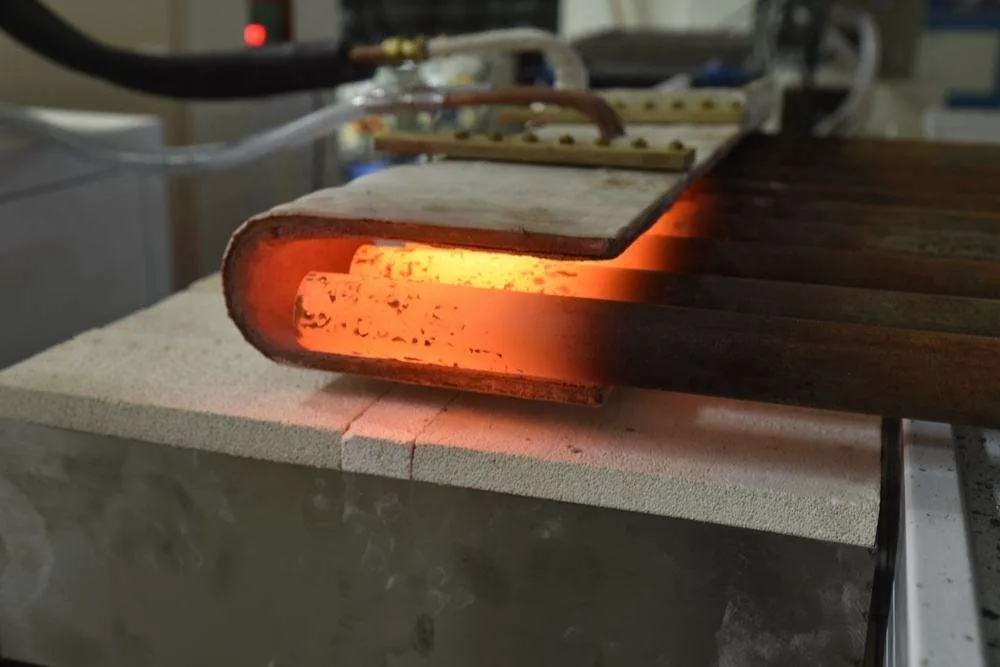 Indukto forĝado: rilatas al la uzo de indukta hejtilo por antaŭvarmigi metalojn antaŭ deformado uzante gazetaron aŭ martelon. Tipe metaloj estas varmigitaj al inter 1,100 °C (2,010 °F) kaj 1,200 °C (2,190 °F) por pliigi sian maleeblecon kaj helpi fluon en la forĝanta ĵetkubo.
Indukto forĝado: rilatas al la uzo de indukta hejtilo por antaŭvarmigi metalojn antaŭ deformado uzante gazetaron aŭ martelon. Tipe metaloj estas varmigitaj al inter 1,100 °C (2,010 °F) kaj 1,200 °C (2,190 °F) por pliigi sian maleeblecon kaj helpi fluon en la forĝanta ĵetkubo.
procezo: Indukado hejtado estas senkontakta procezo kiu uzas la principon de elektromagneta indukto por produkti varmecon en laborpeco. Metante konduktan materialon en fortan alternan magnetan kampon, elektra kurento fariĝas flui en la materialo, tiel kaŭzante Joule-hejton. En magnetaj materialoj, plia varmeco estas generita sub la Curie-punkto pro histerezperdoj. La generita kurento fluas ĉefe en la surfaca tavolo, la profundo de ĉi tiu tavolo estas diktita de la frekvenco de la alterna kampo kaj la permeablo de la materialo.
Avantaĝoj:
■ Proceza direktebleco
■ Energia efikeco
■ Rapida temperaturo altiĝo
■ Proceza konsistenco
Apliko: Ĝi taŭgas por diatermio de kupraj stangoj, feraj stangoj kaj aluminiaj stangoj de malsamaj formoj. La laborpeco povas esti varmigita kiel tutaĵo aŭ loke.
Ĉefaj Aplikoj:
Indukta forĝado fino de bastonforno estas uzata por hejtado de stangoj kaj stangoj pli grandaj ol Φ12mm aŭ kvadrataj aŭ aliaj formoj en la formado de ŝraŭboj, nuksoj, valvoj, seruroj kaj aliaj metalaj partoj, la materialo povas esti ŝtalo, neoksidebla ŝtalo, kupro, latuno, bronzo, aluminio kaj tiel plu, la hejtado povas esti la tuta hejtado kaj parta hejtado, kiel fino hejtado aŭ meza parto hejtado.
 La komponado de la indukta forĝa forno:
La komponado de la indukta forĝa forno:
- Indukta hejtado elektroprovizo.
- Indukta hejta bobeno kaj gvidrelo kaj bobena kovrilo.
- pneŭmatika bastono manĝilo.
- kontrolo sistemo.
- sistemo de malvarmigo de akvo.
Por iu apliko, la infraruĝa temperatursensilo, temperaturregilo kaj aŭtomataj bastonaj nutraj sistemoj ankaŭ povas esti inkluzivitaj se menditaj.
Ĉefaj modeloj kaj hejtado:
| modeloj | Max eniga potenco | Rekomendas aplikon | Varmiga kapablo de normala materialo | |
| Ŝtalo aŭ neoksidebla ŝtalo ĝis 1200℃ | Kupro aŭ latuno ĝis 700℃ | |||
| MF-35 indukta forĝanta forno | 35KW | Φ15-30 bastono hejtado | 1.25KG/min | 1.75KG/min |
| MF-45 indukta forĝanta forno | 45KW | 1.67KG/min | 2.33KG/min | |
| MF-70 indukta forĝanta forno | 70KW | Φ15-50 bastono hejtado | 2.5KG/min | 3.5KG/min |
| MF-90 indukta forĝanta forno | 90KW | Φ25-50 bastono hejtado | 3.33KG/min | 4.67KG/min |
| MF-110 indukta forĝanta forno | 110KW | 4.17KG/min | 5.83KG/min | |
| MF-160 indukta forĝanta forno | 160KW | Φ50 supren vergo hejtado | 5.83KG/min | 8.26KG/min |
 Ĉefaj modeloj kaj hejtado:
Ĉefaj modeloj kaj hejtado:
| modeloj | potenco | Rekomendas aplikon | Varmiga kapablo por ŝtalo aŭ neoksidebla ŝtalo ĝis 1200℃,KG/Horo | Varmiga kapablo por kupro ĝis 700 ℃, KG/Horo | |
| SF-40AB | 40KW | Φ15-40mm bastono hejtado | 110KG/horo | 190KG/horo | |
| SF-50AB | 50KW | Φ15-40mm bastono hejtado | 137KG/horo | 237KG/horo | |
| SF-60AB | 60KW | Φ15-40mm bastono hejtado | 160KG/horo | 290KG/horo | |
| SF-80AB | 80KW | Φ15-40mm bastono hejtado | 165KG/horo | 380KG/horo | |
| SF-100AB | 100KW | Φ15-40mm bastono hejtado | 275KG/horo | 480KG/horo | |
| SF-120AB | 120KW | Φ15-40mm bastono hejtado | 275KG/horo | 480KG/horo | |
| SF-120AB | 120KW | Φ15-40mm bastono hejtado | 330KG/horo | 570KG/horo | |
| SF-160AB | 160KW | Φ15-40mm bastono hejtado | 440KG/horo | 770KG/horo | |
| SF-200AB | 200KW | Φ15-40mm bastono hejtado | 550KG/horo | 960KG/horo | |
| SF-250AB | 250KW | Φ15-40mm bastono hejtado | 690KG/horo | 1180KG/horo | |
| MFS-200 aŭ D-MFS200 | 200KW | Φ40 supren vergo hejtado | 550KG/horo | 960KG/horo | |
| MFS-250 aŭ D-MFS250 | 250KW | 690KG/horo | 1180KG/horo | ||
| MFS-300 aŭ D-MFS300 | 300KW | 830KG/horo | 1440KG/horo | ||
| MFS-400 aŭ D-MFS400 | 400KW | 1100KG/horo | 1880KG/horo | ||
| MFS-500 aŭ D-MFS500 | 500KW | 1380KG/horo | 2350KG/horo | ||
| MFS-600 aŭ D-MFS500 | 600KW | 1660 KG/horo | 2820 KG/horo | ||
| MFS-750 aŭ D-MFS750 | 750KW | 2070 KG/horo | 3525 KG/horo | ||
| MFS-800 aŭ D-MFS800 | 800KW | 2210KG/horo | 3700KG/horo | ||
| MFS-1000 aŭ D-MFS1000 | 1000KW | 2750KG/horo | 4820KG/horo | ||
| MFS-1200 aŭ D-MFS1200 | 1200KW | 3300 KG/horo | 5780KG/horo | ||
| MFS-1500 aŭ D-MFS1500 | 1500KW | 4200KG/horo | 7200KG/horo | ||
| MFS-2000 aŭ D-MFS2000 | 2000KW | 5500KG/horo | 9600KG/horo |




