Indukto Bongado Neoksidebla ŝtalo Iloj
Priskribo
Indukto Bukado Neoksidebla ŝtalo Iloj Kun RF-varmega Ekipaĵo
Esplora Objektivo
Por brakumi tri artikojn sur denta profeta jeto-aro kun indukta hejtado; Por plibonigi rendimentan konsiston kaj redukti ciklan tempon.
Partoj kaj Materialoj Priskribo
Neoksidebla ŝtalo profeta nazo, du tuboj, tubo subtena kolumo, braze alojo ringoj, B1 fluo
Temperaturo Postulita
1400 ° F
Indukado Varma Ekipaĵo
DW-UHF-4.5kW RF Induction Heating Power Supply, speciale desegnita induktoro (bobeno)
Mastrumpa Ofteco
400 kHz
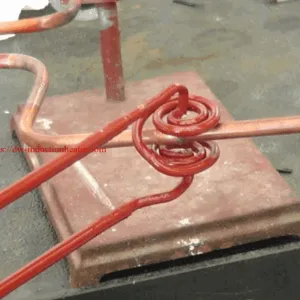
Heatinga Proceduro
Komenca provo estis farita por establi tempon al temperaturo kaj hejtado de profiloj. Ĝi estis decidita ke du-etapa procezo donus optimumajn rezultojn. Por ĉi tiu apliko uzis speciale desegnita kvar-turna, duobla-vundita helicoidal induktoro por liveri eĉ varmegon al la komunaj areoj. La du tuboj, tubaj subtena kolumo kaj nazo peco estis kunvenitaj kaj tenitaj en pozicio kun provizora tempo. La brakaj alojo-ringoj estis metitaj en pozicio kaj maldikan mantelon de B1-fluo estis aplikata al la tuta asembleo. En la unua etapo de la hejtanta procezo, la supra tubo fino de la asembleo estis metita en la hejtantan zonon kaj indukta potenco estis provizita por 10 sekundoj. En la stadio du, la asembleo renversiĝis kaj la pli malalta fino de la asembleo estis varmigita por aldona 10 sekundoj. La asembleo estis forigita, banita en varma akvo por forigi la fluon, kaj blovis seka kun varma aero.
konkludo
Konsekvencaj, ripeteblaj rezultoj estis akiritaj kun la DW-UHF-4.5kW-potenco kaj 10-duaj varmaj cikloj. Ĉiu braklara aro estis sigelita per eĉ filet