






Fajna Biletverda Forno
Priskribo
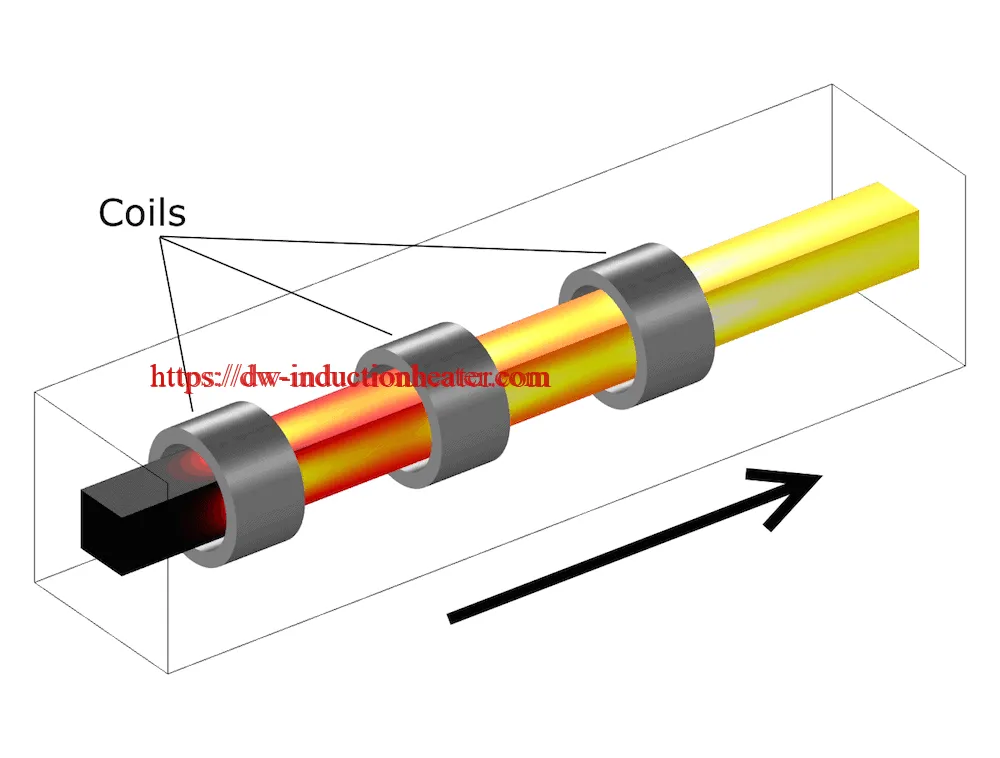
Metalo-Fajna Forĝborno-Forno kun Indukto por la hejtado de kupro / aluminio / fero-ŝtalaj stangoj antaŭ varma formado
Indukado hejtado estas vaste uzata en metalaj fakturoj por varma forĝi industrio por varmigi buletojn, kiuj devas esti forĝitaj en varmo. En la ŝtala laborista industrio, varmaj forĝaj ŝtaloj estas varmigitaj al temperaturoj ĉirkaŭ 1000 oC-1250 oC laŭ karbon-enhavoj kaj la alojoj. La varma falsa procezo postulas alta temperaturo hejti uniforme kaj laŭ la sekco kaj transversa flanko de la palisaro. Enerale la komenca temperaturo de la kuglo estas en la ĉambra temperaturo kaj estas necesa por varmigi super la recristaliza temperaturo por varma forĝado. Ekzistas diversaj manieroj por varmigi metalon en varma forĝantaĵo inkluzive de la indukta hejtado, forno al gaso, forno al oleo, transruĝa hejtilo kaj la hejtilo de elektra rezisto. La indukta hejtado havas multajn avantaĝojn super la aliaj metodoj de hejtado en varma forĝas. Unue, varmecaj sistemoj por indukto kreas tre varmegan intensecon tre rapide ĉe difinita parto de la metalo. Plie, induktejaj sistemoj estas rapidaj komencaj sistemoj, ĉar ĉi tiuj sistemoj ne bezonas antaŭpodigan tempon kiel en la hejtoteksto. Ankaŭ hejtado estas nekongrue mallonga kontraŭ la aliaj metodoj. Kompare kun la gasa kaj petrola forno hejtado, rego kaj ripetado de la sama hejtkondiĉo por malsama tempo estas pli facile atingebla. Aŭtomatigo povas esti aplikita al la induktaj hejtadsistemoj. I postulos minimuman butikan spacon. Indukado hejtado estas ankaŭ pli energia efika kaj pli ekologia. Ne estos neniu damaĝa bruligado al la medio kiel en la hejtado de gaso kaj nafto. Plue pli, la gaso fornoj rezultas kun malbona surfaca kvalito pro skala formado. La indukta hejtado provizas signifan redukton en skala formado kaj dekarburigo sur la varmigita kuglo.
Priskribo de la produkto
Por hejtado de diversaj stangaj materialoj: kiel ŝtalo kaj fero, bronzo, latuno, aluminialojo, ktp.
Bildo nur por referenco, koloro estas ŝanĝiĝema kun malsama potenco.
Funkcioj kaj specialaj specifoj adaptitaj laŭ la postuloj de kliento.
Karakterizaĵoj kaj Avantaĝoj:
1. Aŭtomata: Aŭtomata nutrado, aŭtomata elekto de la laborpeco estas bona aŭ malbona, aŭtomata mezurado de temperaturo, aŭtomata malŝarĝo.
2. Integra dezajno: Ŝparu instalan tempon, koston kaj spacon.
3. Funkcia panelo enigita montras maŝinajn funkciadajn statojn, por faciligi diagnozon de faŭlto.
| Trajtoj | detalo | |
| 1 | Hejtado rapide kaj stabila | ŝparante 20% - 30% elektran energion ol tradicia maniero;
Alta efikeco kaj malalta konsumo de energio |
| 2 | Malgranda grandeco | Facila instali, funkciigi kaj ripari |
| 3 | Sekura kaj fidinda | Neniu alta tensio, tre sekura por viaj laboristoj. |
| 4 | Sistemo de malvarmeta cirkulado | Kapabla funkcii senĉese 24 horojn |
| 5 | kompleta mem-protekti funkcio |
multaj specoj de alarmaj lampoj: troa kurento, tro-tensio, varmo, akvo manko ktp. Ĉi tiuj lampoj povas kontroli kaj protekti maŝinon. |
| 6 | mediprotektado | Preskaŭ neniu oksida tavolo, ne produktis ellasilon, nek rubo |
| 7 | Tipo IGBT | Evitu la interrompon de senrilata elektra reto; Certigi la longan vivon de la maŝino. |
Parametroj de metalaj fekundaj forĝiloj por biletoj:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| enigo tensio | 3fazoj, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Max Eniro Nuna | 320A | 400A | 480A | 640A | 800A | 960A | |
| Oscila frekvenco | 0.5KHz ^ 20KHz (Osciladfrekvenco estos adaptita laŭ la grandeco de varmigaj partoj) | ||||||
| Devo Ciklo Ŝarĝanta | NENU%, 100h kontinue laboras | ||||||
| Malvarmigaj Akvaj Deziroj | 0.1MPa | ||||||
| dimensio | gastiganto | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| pligrandigo | etendaĵo estos adaptita laŭ la materialo kaj grandeco de hejtado partoj | ||||||
| Pezo | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Depende de la dimensio de etendaĵo | |||||||
En la induktaj metaloj kuglo forĝanta forno la tutaĵo de la buletoj aŭ lama estas varmigita. Kutime por mallongaj stangoj aŭ postfosiloj tolero aŭ bovlo estas uzataj por aŭtomate prezenti la bulatojn en linio por pinĉi rulojn, ĉenojn pelitajn traktorojn aŭ en iuj kazoj pneŭmatĉiloj. La plakaĵoj tiam estas movitaj tra la bobeno unu malantaŭ la alia sur akvo-malvarmetigitaj reloj aŭ ceramikaj ferdekoj estas uzitaj tra la bobeno de ánima kiu reduktas frotadon kaj malhelpas eluzon. La longo de la bobeno estas funkcio de la bezonata malsekigo, la cikla tempo por ero kaj la longo de la supro. En alta volumena granda sekcia laboro ne estas malkutime havi 4 aŭ 5-bobenojn en serio por doni 5 m (16 ft) de bobeno aŭ pli.







